Как производитель снеков поднял штабелируемость коробок с 4 до 7 ярусов без смены марки картона

Как производитель снеков поднял штабелируемость коробок с 4 до 7 ярусов без смены марки картона
Клиент пришёл с классической жалобой: верхние ярусы на палете мнутся, склад теряет объём, логисты ругаются. Первый порыв - перейти на более тяжёлую марку картона. Разобрались - проблема была не в марке. Её решили конструкцией клапанов и поворотом направления гофры. Дешевле, быстрее, без пересогласования сырья.
Задача клиента: палета проседает на четвёртом ярусе
Производитель снеков - сухарики, чипсы, орехи в фасовке 50-150 г - отгружает продукцию в федеральные сети и через дистрибьюторов. Транспортная тара: гофроящик формата FEFCO 0201, марка картона Т-23, трёхслойный гофрокартон.
Проблема обозначилась чётко: при штабелировании на палете выше четырёх ярусов коробки начинали деформироваться по верхним клапанам. К шестому ярусу - видимое смятие боковых стенок. Возвраты из сетей фиксировали повреждения упаковки в 7-9% отгрузок.
Склад дистрибьютора работал с высотой хранения 4,5 м. При ярусности 4 - это нерациональное использование объёма и лишние паллето-места. Логика простая: если поднять ярусность до 6-7, можно сократить площадь хранения на 30-35% или разместить больше SKU в том же объёме.
Первое предложение от менеджера по закупкам: "Давайте перейдём на Т-24 или Т-32". Мы предложили сначала разобраться, где именно коробка теряет прочность.
Контекст производства: что реально влияет на штабелируемость
Марка картона - это один из факторов прочности коробки. Но не единственный и часто не главный.
Штабелируемость гофроящика определяется комплексом параметров:
- Сопротивление торцевому сжатию (ECT - Edge Crush Test) - это характеристика самого картона
- Сопротивление сжатию коробки (BCT - Box Compression Test) - это уже характеристика готового изделия
- Ориентация гофры относительно вертикальной нагрузки
- Геометрия и жёсткость клапанов
- Качество склейки и просечки
- Посадка коробки на палете
Разница между ECT и BCT принципиальная. Можно взять отличный картон с высоким ECT, сделать из него коробку с неправильной ориентацией гофры - и BCT окажется на 25-40% ниже расчётного. И наоборот: грамотная конструкция из того же Т-23 даёт BCT, достаточный для семи ярусов.
Именно это и подтвердил аудит.
Аудит конструкции: где была потеря прочности
Мы запросили у клиента образцы текущей коробки и провели базовый конструктивный разбор.
Нашли две проблемы.
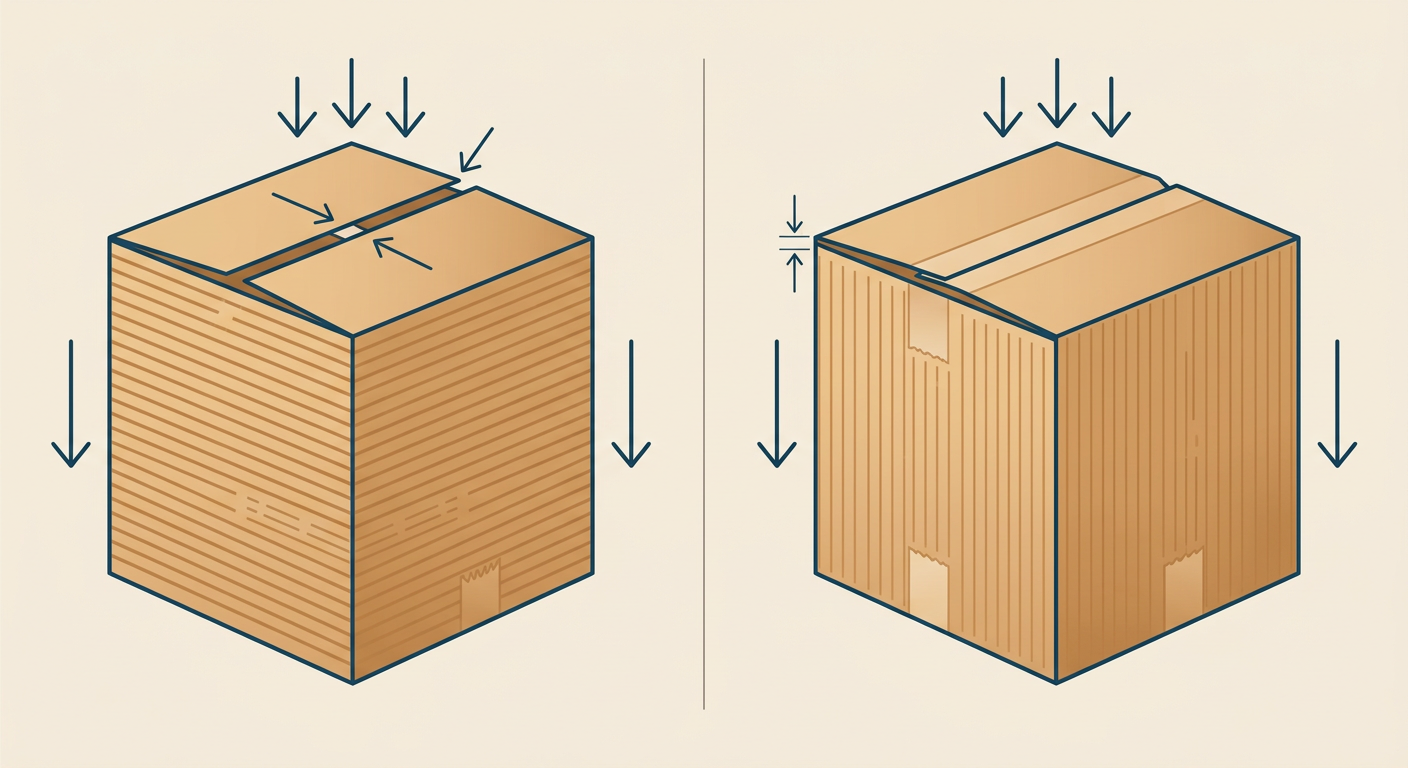
Проблема 1: направление гофры
В исходной коробке гофра шла горизонтально - параллельно основанию. Это стандартная ориентация для многих задач, но она неоптимальна для вертикальной нагрузки при штабелировании. Гофра работает как колонна: максимальную нагрузку она держит вдоль своих рёбер, то есть вертикально. При горизонтальной ориентации гофры в коробке вертикальная нагрузка давит поперёк рёбер - это принципиально слабее.
Перевод гофры в вертикальное направление (вдоль высоты коробки) - стандартное решение для транспортной тары с высокими требованиями к штабелируемости. В данном случае это дало прирост расчётного BCT на 35-40%.
Проблема 2: геометрия клапанов
Верхние клапаны коробки перекрывали друг друга с зазором около 8 мм - то есть центр крышки не закрывался сплошным слоем картона. При вертикальной нагрузке именно эта зона продавливалась первой, создавая точку концентрации напряжения.
Решение: изменить соотношение длин клапанов так, чтобы они перекрывались с нахлёстом минимум 15 мм по всей ширине. Дополнительно - усилить зону замка боковых клапанов за счёт изменения линии биговки.
Как подбирали решение: от гипотезы к пилотной партии
После конструктивного анализа - расчёт по формуле Макки (упрощённая модель BCT через ECT, периметр и высоту коробки). Расчёт показал: при вертикальной ориентации гофры и исправленных клапанах расчётный BCT для Т-23 должен составить около 2,1-2,3 кН. Для семи ярусов снеков в фасовке 150 г нужно было около 1,8 кН с коэффициентом запаса 1,2. Цифры сходились.
Дальше - пилотная партия 500 коробок с изменёнными параметрами:
- Гофра переориентирована вертикально
- Нахлёст верхних клапанов увеличен до 18 мм
- Линия биговки боковых клапанов смещена на 4 мм для усиления угловой зоны
- Марка картона - тот же Т-23, тот же поставщик
Партию испытали на сжатие в лаборатории и провели реальный тест на складе клиента: собрали палету в семь ярусов, выдержали 48 часов под нагрузкой, имитирующей ещё одну палету сверху.
Цифры до и после
| Параметр | До оптимизации | После оптимизации |
|---|---|---|
| Марка картона | Т-23 | Т-23 (без изменений) |
| Максимальная ярусность | 4 яруса | 7 ярусов |
| BCT (лабораторный тест) | ~1,1 кН | ~2,2 кН |
| Повреждения при отгрузке | 7-9% | менее 1% |
| Масса коробки | 380 г | 385 г (+5 г за счёт нахлёста) |
| Стоимость коробки | базовая | +2,3% к базовой |
| Экономия площади склада | - | 32% при той же ярусности |
Для сравнения: переход на Т-24 дал бы прирост BCT примерно на 15-20% при росте стоимости коробки на 12-18% и увеличении массы на 40-60 г. Конструктивное решение оказалось в 5-8 раз дешевле по влиянию на себестоимость единицы упаковки.
Клиент перешёл на новую конструкцию в полном объёме через три недели после пилота - после того как сети подтвердили отсутствие повреждений в тестовых поставках.
Выводы: что это значит для закупщика и технолога
Кейс показывает несколько вещей, которые стоит держать в голове при работе с транспортной тарой.
Во-первых, прочность коробки и прочность картона - разные вещи. BCT зависит от конструкции не меньше, чем от марки материала. Аудит конструкции перед сменой сырья - стандартный первый шаг, который часто пропускают.
Во-вторых, ориентация гофры критична для штабелируемости. Если коробка работает в условиях высокой вертикальной нагрузки - гофра должна идти вдоль высоты. Это не всегда очевидно на этапе заказа, особенно если конструкция переходит от одного поставщика к другому без технического сопровождения.
В-третьих, клапаны - слабое место большинства стандартных коробок FEFCO 0201. Зазор в центре крышки - это точка первого разрушения под нагрузкой. Нахлёст решает проблему без изменения материала.
В-четвёртых, экономика. Рост стоимости коробки на 2,3% против потерь на повреждённых отгрузках (7-9% от партии) и неэффективного использования складских площадей - выбор очевиден.
Для пищевого сегмента, где на гофроупаковку приходится до 60% потребления в России, и где логистика идёт на палетах с высокой вертикальной нагрузкой, такие оптимизации дают измеримый операционный эффект без пересмотра бюджета на сырьё.
CTA: разберём вашу коробку
Мы проводим конструктивный аудит транспортной тары - смотрим на ориентацию гофры, геометрию клапанов, BCT и соответствие реальным условиям хранения и транспортировки. Если у вас есть вопросы по штабелируемости гофроящиков, повреждениям при отгрузке или вы хотите улучшить качество коробок без роста стоимости сырья - покажите нам текущую конструкцию.
Подробнее о производственных возможностях и условиях работы - на странице нашего производства упаковки.
Пришлите образец или чертёж - дадим конкретную обратную связь по конструкции, а не общие рекомендации.