Брак гофроупаковки редко возникает случайно. За каждой мятой коробкой, расслоившимся флютингом или потерявшей форму тарой стоит конкретная причина - на этапе сырья, производства или закупки. Ниже - разбор самых частых дефектов гофрокартона с ответами на вопросы, которые задают технологи, закупщики и бренд-менеджеры.
Часто задаваемые вопросы о дефектах гофрокартона
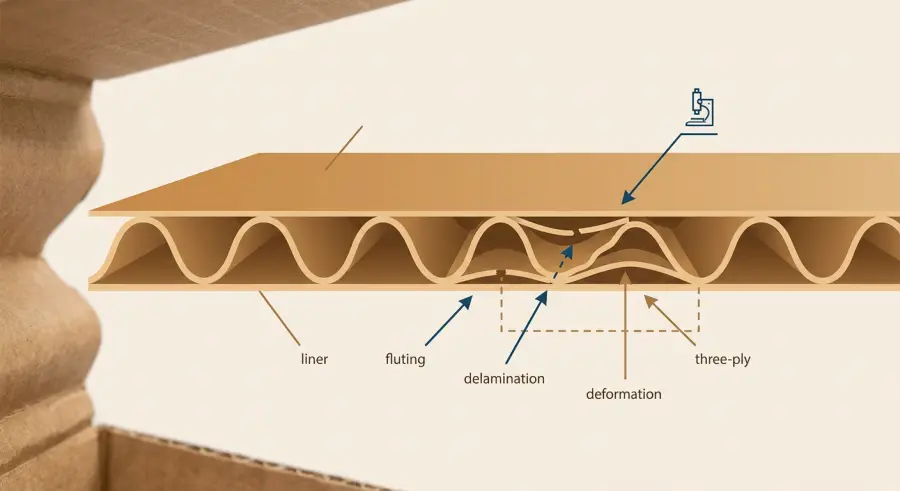
Почему гофрокартон расслаивается?
Расслоение флютинга - следствие проблем с адгезией клеевого слоя. Основные причины: температура клея при гофрировании ниже 160°C, избыточная влажность бумаги (выше 8-10%), некачественное сырьё без паспорта на влагосодержание. При нарушении температурного режима клей не полимеризуется полностью - слои держатся до первой нагрузки. Решение: контроль температуры клеевого узла в диапазоне 160-180°C и входной контроль влажности бумаги на каждой партии.
Почему коробки мнутся при штабелировании?
Причина - низкая торцевая прочность (ECT, edge crush test). Если при закупке не проверяли этот показатель, а ориентировались только на граммаж бумаги - результат предсказуем. ECT ниже 40 lb/in для стандартной транспортной тары означает, что при вертикальной нагрузке стенки складываются. Дополнительно влияет влага в складском помещении: при влажности воздуха выше 70% прочность гофрокартона падает на 30-40%. Проверяйте ECT в сертификате и требуйте результаты BCT (box compression test) перед отгрузкой партии.
Что такое BCT и зачем он нужен закупщику?
BCT (box compression test) - тест на сжатие готовой коробки как конструкции. ECT измеряет прочность материала, BCT - прочность изделия. Коробка может быть из хорошего картона, но с неправильной биговкой или слабыми клапанами - и BCT провалится. Для закупщика это главный тест: он показывает, выдержит ли упаковка реальные условия логистики. Запрашивайте протокол BCT у поставщика или проводите независимое тестирование при смене поставщика.
Почему коробки теряют форму после печати?
Флексографская и офсетная печать добавляют влагу в верхний слой картона. Если картон не успел стабилизироваться после гофрирования или производитель сэкономил на сушке - поверхность коробит. Это называется "волна" или "хлопание" листа. Дополнительный фактор - неравномерное натяжение при резке. Решение на производстве: выдержка листов перед печатью, контроль влажности в цеху (оптимум - 50-55% относительной влажности).
Откуда берётся брак при биговке и высечке?
Неправильно выставленная глубина биговки - самая частая причина трещин по сгибам. Если биговальный нож давит слишком глубоко, волокна лайнера разрываются, и коробка ломается при сборке. Слишком мелкая биговка - коробка не складывается ровно, углы расходятся. На автоматизированных линиях с ротационными высекалками этот параметр держится стабильно. На устаревших плоскоштанцевых прессах - зависит от настройки оператора. При переходе на облегчённый гофрокартон (lightweighting) глубину биговки нужно пересчитывать заново.
Как влажность сырья влияет на качество готовой тары?
Критически. Бумага с влажностью выше 10% при гофрировании даёт нестабильный флютинг: волна получается неравномерной, адгезия клея снижается, готовый лист коробится. После хранения в неотапливаемом складе такой картон добирает влагу из воздуха - и прочность падает ещё до того, как коробка попала к покупателю. Требуйте от поставщика сертификаты с указанием влажности сырья на каждую партию. Это не бюрократия - это страховка от брака.
Почему у разных партий от одного поставщика разное качество?
Нестабильность сырьевой базы. Производители тарного картона работают со вторичным волокном, качество которого варьируется от партии к партии. Если поставщик не проводит входной контроль макулатуры и не стабилизирует рецептуру массы - характеристики бумаги "гуляют". Решение: при заключении договора фиксируйте допустимые отклонения по ECT, BCT и граммажу, прописывайте право на рекламацию с протоколом испытаний. Меняйте поставщика, если отклонения системные.
Что такое "псевдогофрокартон" и как его распознать?
Псевдогофрокартон - листы, у которых флютинг визуально присутствует, но высота волны и шаг не соответствуют заявленному профилю (B, C, E и т.д.). Производитель экономит на сырье, занижая фактическую высоту гофра. Внешне отличить сложно, но при надавливании такой картон сминается значительно легче стандартного. Проверка: измерьте толщину листа штангенциркулем и сравните с ГОСТ 33270-2016. Расхождение более 0,5 мм - повод для рекламации.
Как правильно хранить гофрокартон и готовую тару, чтобы избежать деформации?
- Температура склада: 15-25°C, без резких перепадов
- Относительная влажность: не выше 65%
- Листы и коробки хранить на поддонах, не на полу
- Не штабелировать выше 2 метров без стеллажей
- Защита от прямых солнечных лучей и сквозняков
Гофрокартон - гигроскопичный материал. Двух суток в сыром складе достаточно, чтобы BCT упал на 25-30%.
Влияет ли выбор профиля гофры на дефекты?
Да, напрямую. Профиль B (мелкая волна) даёт хорошую поверхность для печати, но меньшую вертикальную прочность. Профиль C - баланс между прочностью и печатными свойствами. Профиль E и F (микрогофра) - для розничной упаковки, не для транспортной тары под нагрузку. Ошибка при выборе профиля - одна из самых дорогих: партия коробок уже сделана, а они не держат штабель. Согласовывайте профиль с технологом производства упаковки до запуска тиража.
Как автоматизация производства снижает процент брака?
На полностью автоматизированных линиях с флексопечатью и ротационными высекалками стабильность параметров значительно выше, чем на линиях с ручными настройками. Автоматика держит температуру клея, скорость подачи и давление биговки в заданных диапазонах без влияния человеческого фактора. По данным отраслевых аналитиков, переход на автоматизированные линии снижает долю дефектов формы примерно на 25%. Ряд производителей уже внедряет ИИ-мониторинг для предиктивного выявления отклонений до появления брака в тираже.
Что проверить при приёмке партии гофрокартона или готовых коробок?
Минимальный чек-лист:
| Параметр | Метод проверки | Норма |
|---|---|---|
| Толщина листа | Штангенциркуль | По ГОСТ 33270-2016 |
| Торцевая прочность (ECT) | Лабораторный пресс | Не менее 40 lb/in |
| Прочность коробки (BCT) | Компрессионный тест | По техзаданию |
| Влажность | Влагомер | 6-9% |
| Адгезия слоёв | Ручное расслоение | Без отслоения |
| Качество биговки | Визуально + сгиб | Без трещин лайнера |
Если поставщик отказывает в предоставлении протоколов испытаний - это сигнал.
Остались вопросы?
Если ситуация нестандартная - конкретный дефект, спорная рекламация, подбор профиля под задачу - напишите напрямую. Разберём по существу.